
CNC-Fräsen
CNC-Frästeile | Frästechnik | Mehrspindelbearbeitung
Einfache & hochkomplexe CNC-Frästeile in Klein- bis Großserie fertigen lassen
Im Bereich der Zerspanung prismatischer Bauteilgeometrien umfasst unser Maschinenpark 29 moderne CNC-Fräs-Bearbeitungszentren verschiedenster Ausführung. Wir sind damit in der Lage, Bauteile in den Dimensionen von 10 mm bis 3.400 mm flexibel und wirtschaftlich zu fertigen. Unsere 5-Achs-Bearbeitungszentren ermöglichen die Herstellung hochkomplexer Geometrien beispielsweise von Turbinenschaufeln und Vorrichtungsteilen. Präzision steht dabei stets im Vordergrund. Toleranzangaben bis 5 µm fertigen wir in Abhängigkeit der Bauteilgröße. Optional werden rotationssymmetrische Elemente direkt und ohne Maschinenwechsel auf Rundtischen von Fräs-Dreh-Bearbeitungszentren hergestellt. Der überwiegende Einsatz von Palettenwechsel- und Nullpunktspannsystemen reduziert unsere Durchlaufzeiten auf ein Minimum, für ein Maximum an Effizienz.
CNC-Frästeile bei HAVLAT beauftragen – Ihre Vorteile auf einen Blick
Einbaufertige Präzisionsbauteile aus einer Hand
Zusammenarbeit skalierbar – vom Einzelteil bis zur Serie
Langjähriges Know-how in Umsetzung und Beratung
CNC-Teil- oder Komplettbearbeitung
Vielfältige Bauteilmaße von 10 bis 3.400 mm
Umfangreiche Auswahl an Materialien
Wärme- und Oberflächenbehandlung in Kooperation
Zertifiziertes Qualitäts- und Energiemanagement
Jetzt ihre CNC-Frästeile kostenlos bei HAVLAT anfragen!


So funktioniert die Lohnfertigung bei HAVLAT

Unsere CNC-Frästechnik in der Übersicht
- Mehrseitenbearbeitung in einem Spannzyklus
- 5-Achs-Simultan-Fräsbearbeitung
- Flexible Werkzeug- und Palettenwechselsysteme
- Hocheffiziente Bearbeitungszentren für
Einzel- und Serienfertigung - HSC-Bearbeitung bis 40.000 U/min
- Toleranzerfüllung bis 5 µm
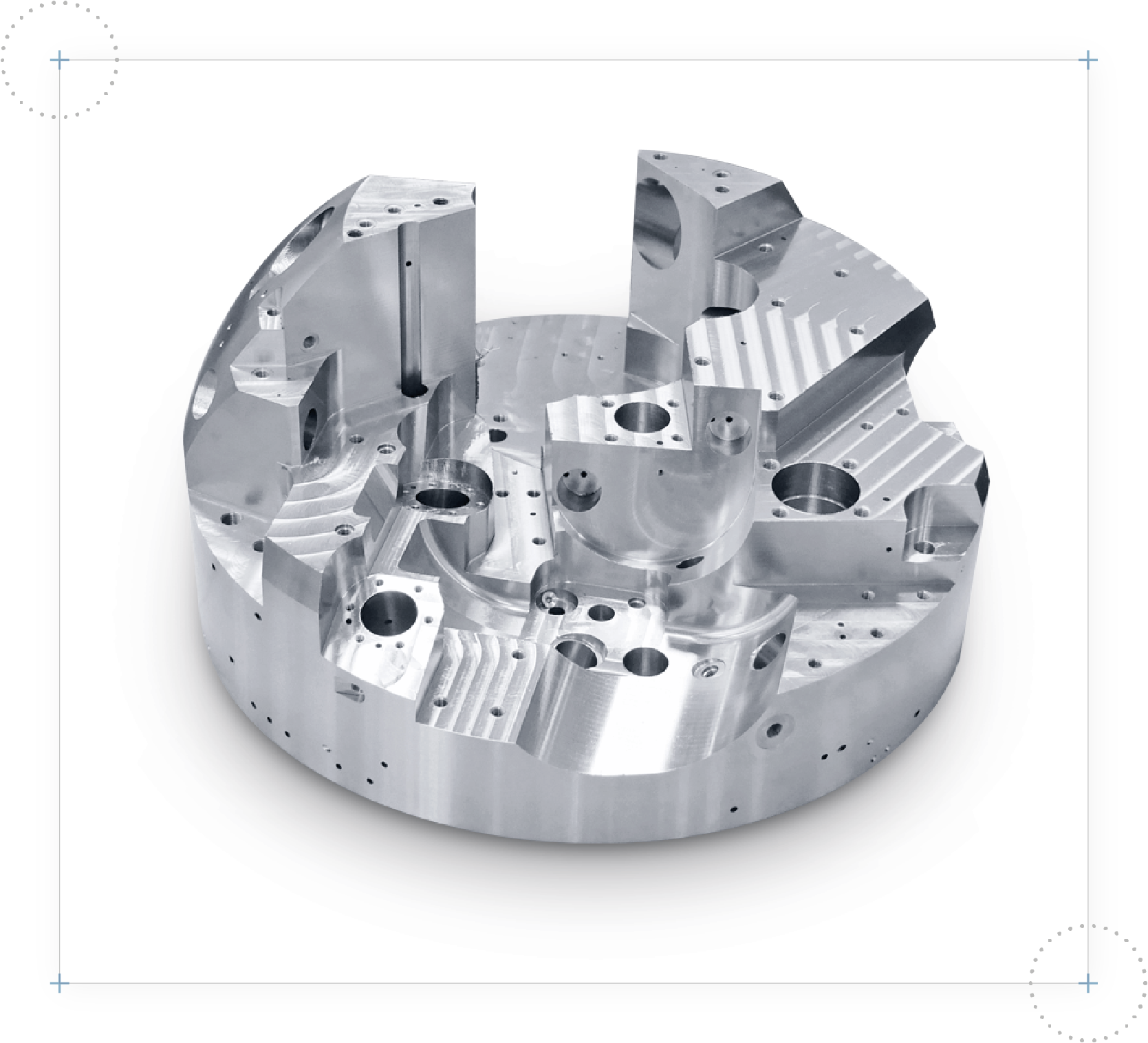
Referenzbauteil: Grundkörper
CNC-Fräsmaschinen bei HAVLAT
Für Ihre Aufträge steht Ihnen unser moderner und leistungsstarker Maschinenpark zur Verfügung. Durch konstante Investitionen in die Zukunft sichern wir die Leistungsfähigkeit als CNC-Lohnfertiger beziehungsweise als Fertigungsdienstleister allgemein. Wir vertrauen auf die neueste Technik führender Werkzeugmaschinenhersteller und unser jahrzehntelanges Know-how zur Produktion von Präzisionsbauteilen. Machen Sie es auch!
Fräsmaschinen
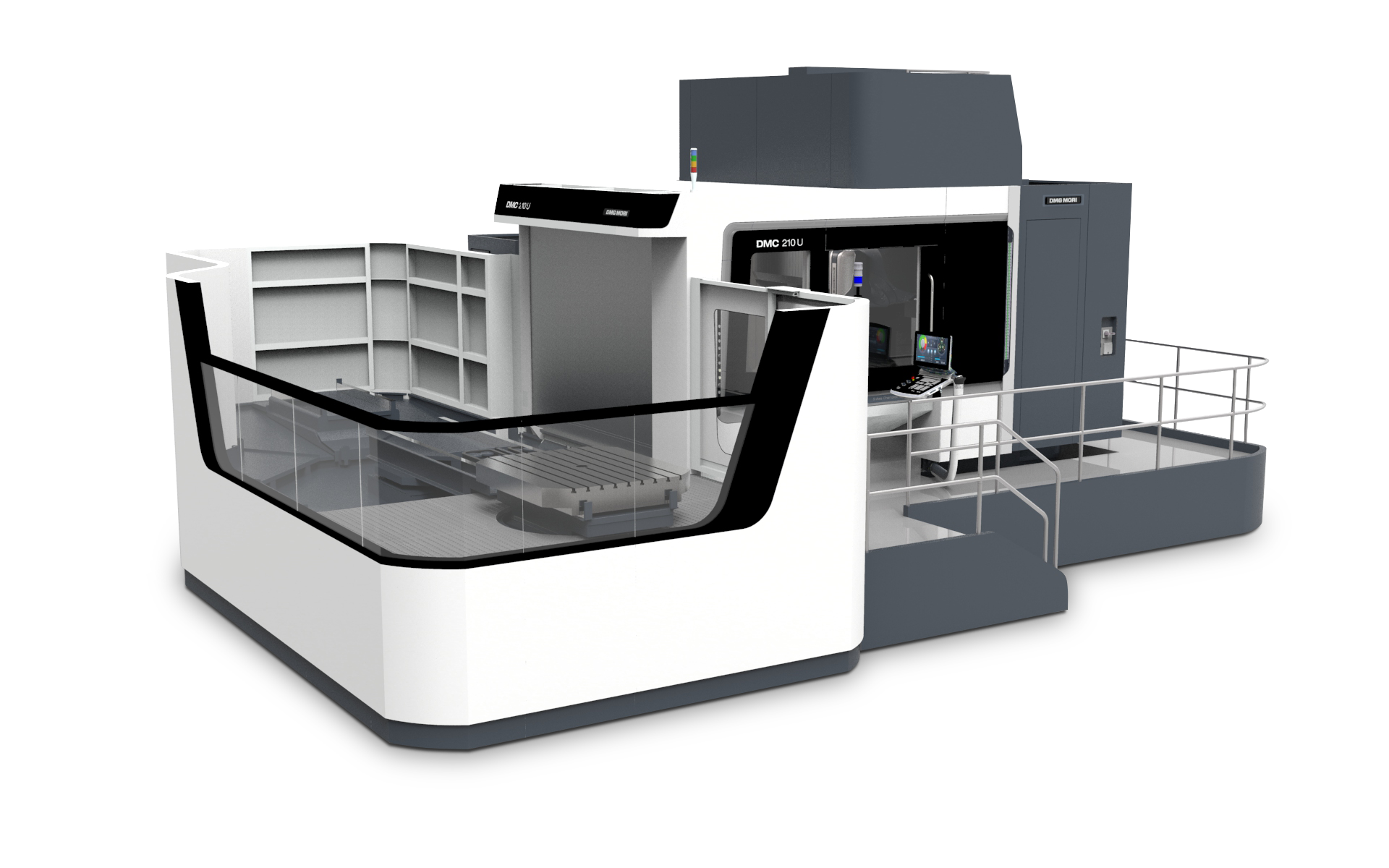
Highlight-Maschine :
DMG MORI – DMC 210 U µ precision
Hochpräzise Fräsbearbeitung. Die DMC 210 U µ precision erfüllt, in einer klimatisierten Produktionsumgebung, höchste Ansprüche in Form- und Lagetoleranzen. Für hohe Effizienz sorgt ein Radmagazin mit bis zu 303 Werkzeugen, der Fünffach-Paletten-Rundspeicher sowie eine leistungsstarke Motorspindel.
Alle geometrischen Angaben in mm
1x
DMG MORI
DMC 340 FD + RPS 4
CNC-5-Achs-Fräs-Dreh-Bearbeitungszentrum, 4-fach Palettenwechsler
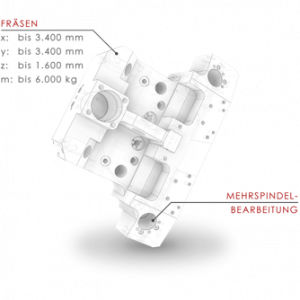
x: 3.400
y: 3.400
z: 1.600
m: 6 t
1x
DMG MORI
DMC 210 U µPrecision + RPS 5
CNC-5-Achs-Fräsmaschine, 5-fach Palettenwechsler
x: 2.100
y: 2.100
z: 1.250
1x
DMG MORI
DMC 210 U + RPS 5
CNC-5-Achs-Fräsmaschine, 5-fach Palettenwechsler
x: 2.100
y: 2.100
z: 1.250
1x
DMG MORI
DMC 210 FD + RPS 5
CNC-5-Achs-Fräs-Dreh-Bearbeitungszentrum, 5-fach Palettenwechsler
x: 1.800
y: 2.100
z: 1.250
1x
DECKEL-MAHO
DMC 210 FD
CNC-5-Achs-Fräs-Dreh-Bearbeitungszentrum, Palettenwechsler
x: 1.800
y: 2.100
z: 1.250
1x
DECKEL-MAHO
DMC 200 FD
CNC-5-Achs-Fräs-Dreh-Bearbeitungszentrum, Palettenwechsler
x: 1.800
y: 2.000
z: 1.100
1x
BURKHARDT & WEBER
MCX 1000
CNC-5-Achs-Fräsmaschine, Palettenwechsler
x: 2.200
y: 1.400
z: 1.600
1x
DMG MORI
DMC 125 U FDS duoBLOCK + RPS 12
CNC-5-Achs-Fräs-Drehmaschine, Schleifoption, 12-fach Palettenwechsler
x: 1.600
y: 1.250
z: 1.000
1x
DECKEL-MAHO
DMC 100U duoBlock
CNC-5-Achs-Fräs-Dreh-Bearbeitungszentrum, Palettenwechsler
x: 1.000
y: 1.250
z: 1.000
1x
DECKEL-MAHO
DMC 100 V
CNC-5-Achs-Fräsmaschine
x: 1.000
y: 800
z: 600
1x
HELLER
FP 4000
CNC-5-Achs-Fräsmaschine, Palettenwechselsystem, FASTEMS FPC 1000
x: 800
y: 800
z: 1.045
2x
DECKEL-MAHO
DMU 80 P
CNC-5-Achs-Fräsmaschine
x: 800
y: 700
z: 600
1x
SW
BA 622
CNC-5-Achs-Zweispindel-Fräs-Bearbeitungszentrum
x: 600
y: 600
z: 500
3x
FEHLMANN
825 VERSA
CNC-5-Achs-Fräsmaschine, Palettenwechselsystem
x: 875
y: 700
z: 450
2x
FEHLMANN
Picomax 54 Top
CNC-3-Achs-Fräsmaschine
x: 500
y: 250
z: 480
Und HAVLAT kann mehr!
Wir besitzen einen vielseitigen und modernen Maschinenpark.

Mehr Wissenswertes
Was ist CNC-Fräsen?
CNC-Fräsen gehört zu den wichtigsten Fertigungsverfahren der Zerspanungstechnik. Im Gegensatz zum CNC-Drehen wird die Schnittkraft durch die Rotation des Werkzeuges erzeugt, welches meist mehrere Schneiden besitzt. Das können beispielsweise Fräser oder Bohrer sein. Die Vorschubbewegung ist sowohl durch das Werkzeug als auch durch das Werkstück möglich. Das CNC-Fräsen ist besonders gut geeignet für die Bearbeitung von kubischen Bauteilen sowie ebenen Oberflächen. Durch moderne Fertigungsmaschinen mit zusätzlichen Bewegungsachsen sind aber auch sehr komplexe geometrische Formen fertigbar. Die Bezeichnung CNC (Computerized Numerical Control) steht hierbei für die computergestützte numerische Steuerung. Mit Hilfe dieser Technologie können Werkstücke in hoher Präzision und in verschiedenen Losgrößen (Einzelteile, sowie Klein- bis Großserien) automatisiert gefertigt werden.
Mehr Wissenswertes
Verschiedene CNC-Fräsverfahren
Gegenlauffräsen
Bei diesem Fräsverfahren bewegt sich die rotierende Schneide des Werkzeugs entgegen der Vorschubbewegung des Werkstücks. Die Schneide des Werkzeugs gleitet zunächst auf der Werkstückoberfläche und taucht dann kontinuierlich tiefer in das Material ein. Dabei ist die Schnittkraft zu Beginn niedriger als beim Austritt aus dem Werkstück. Das Resultat ist eine glatte, aber wellige Oberflächenstruktur. Es gibt nur wenige Anwendungen, bei denen das Gegenlauffräsen Vorteile gegenüber dem Gleichlauffräsen bringt.
Gleichlauffräsen
Bei diesem Fräsverfahren bewegt sich die rotierende Schneide des Werkzeuges in Richtung der Vorschubbewegung des Werkstücks. Im Gegensatz zum Gegenlauffräsen taucht die Schneide zu Beginn sehr tief in das Werkstück ein und schält den Span zum Ende von der Oberfläche ab. Dabei nimmt die Schnittkraft kontinuierlich ab. Durch das Schälen und die reduzierte Ratterneigung entsteht eine glattere Oberfläche gegenüber dem Gegenlauffräsen. In der Regel kommt beim Fräsen hauptsächlich das Gleichlauffräsen zu Einsatz, da das Werkzeug ruhiger läuft und bessere Standzeiten erreicht werden.
Mehrspindel Fräsen
Für die Erhöhung der Fertigungskapazität gibt es Spezialmaschinen mit Mehrspindelbetrieb. Durch den Einsatz mehrerer (miteinander gekoppelter) Frässpindeln können zwei bis vier Werkstücke simultan gefertigt werden. Das bringt eine enorme Effizienzsteigerung in der Großserienfertigung mit sich.
5-Achs-Fräsen
Ähnlich wie bei einer Bohrständermaschine mit Kreuzschlitten ermöglicht das 3-Achs-Fräsen die Werkstückbearbeitung in der X-, Y- und Z-Achse. Beim 5-Achs-Fräsen kommen die Rotationsbewegungen des Werkstückes und des Werkzeughalters hinzu, was die Bearbeitung von sehr komplexen Geometrien wie beispielsweise Turbinenschaufeln oder Impellern ermöglicht.
Planfräsen
Das Planfräsen ist das Verfahren mit der häufigsten Anwendung beim CNC-Fräsen. Planfräsen dient der Herstellung ebener Flächen. Die Vorschubbewegung ist geradlinig und überwiegend senkrecht zur Drehbewegung des Werkzeuges. Unterschieden wird in Umfangs-, Stirnplan- und Stirn-Umfangs-Planfräsen.
Rundfräsen (Bohrzirkular-Fräsen)
Mit diesem Verfahren können kreisförmige Mantelflächen (innen und außen) erzeugt werden. Dabei kann entweder das Werkzeug oder Werkstück die kreisförmige Vorschubbewegung ausführen.
Schraubfräsen
Ähnlich wie beim Schraubdrehen können mit dem Schraubfräsen auch Spindeln, Gewinde oder Zylinderschnecken hergestellt werden.
Wälzfräsen
Grundlegend für dieses Fräsverfahren ist, dass ein Fräswerkzeug mit Bezugsprofil während des Zerspanungsvorganges eine mit der Vorschubbewegung simultane Wälzbewegung ausführt. Trotz der großen Fortschritte in der spanlosen Formgebung hat das Wälzfräsen nach wie vor in der Bearbeitung von Verzahnungen seine Bedeutung, insbesondere in der flexiblen Fertigung im kleinen Stückzahlbereich bei hoher Variantenvielfalt.
Profilfräsen
Beim Profilfräsen kommen Profilfräser zum Einsatz, die das Negativ der finalen Fräskontur abbilden. Somit können Profile wie T-Nuten oder Schwalbenschwanznuten hergestellt werden.
Formfräsen
Im Gegensatz zum Profilfräsen besitzt das Werkzeug bei diesem Verfahren keine Form der zu erzeugenden Kontur. Lediglich über die Steuerung der Vorschubbewegung in allen drei Achsen (X, Y und Z) lassen sich dreidimensionale Formen erzeugen.
Schruppen und Schlichten
Wie bei anderen Zerspanungsverfahren unterscheidet man beim Fräsen auch zwischen Schruppen und Schlichten. Die Grobbearbeitung (Schruppen) erzeugt durch erhöhte Schnitttiefe und Vorschubbewegung einen größeren Materialabtrag, um den Bearbeitungsprozess zu beschleunigen. Erst mit der Feinbearbeitung (Schlichten) können die finalen Maße bearbeitet und die hohen Anforderungen an Maß- und Oberflächentoleranz erfüllt werden. Dazu werden Schnitttiefe und Vorschub wiederum stark reduziert.
Mehr Wissenswertes
Oberflächenbehandlungen von CNC-Frästeilen
Damit wir Ihnen die CNC-Frästeile gleich einbaufertig liefern können, übernehmen wir gerne auch die anschließende Oberflächenbehandlung samt Prüfung. Unser leistungsstarkes und bevorzugt regionales Kooperationsnetzwerk ermöglicht Ihnen somit eine vollumfängliche Fertigungsdienstleistung – alles aus einer Hand.
Mechanische Bearbeitung
Neben der reinen Fertigung von CNC-Frästeilen können die Bauteile noch weiterführend mechanisch bearbeitet werden. Dazu gehören verschiedene Verfahren wie das Schleifen, Polieren, Sand- oder Glasperlenstrahlen. Des Weiteren haben wir die Möglichkeit unterschiedlicher Beschriftungsmethoden, wie zum Beispiel Gravieren, Nadelprägen, Ätzen und Laserbeschriftung.
Wärmebehandlungen
Um hohen Anforderungen an die Materialhärte, Zähigkeit und die damit verbundene Langlebigkeit der CNC-Frästeile gerecht zu werden, führen wir auch Wärmebehandlungen durch. Mögliche Bearbeitungsformen sind zum Beispiel Glühen, Härten oder Vergüten.
Galvanisierung
Um die Widerstandsfähigkeit der CNC-Frästeile gegen mechanische Beanspruchung und Korrosion zu verbessern, gibt es die Möglichkeit der Galvanisierung. Hierbei handelt es sich um ein elektrolytisches Verfahren, bei dem das zu behandelnde Teil eine Oberflächenbeschichtung oder -umwandlung erfährt. Zusammen mit unseren regionalen Kooperationspartnern können wir Ihnen u.a. das Vernickeln, Verzinken, Brünieren und Phosphatieren anbieten.
Beschichtung und Lackierung
Die Oberfläche der CNC-Frästeile kann auch optisch und funktionell durch Beschichtung und Lackierung veredelt werden. Gerne beraten wir Sie zu unseren Möglichkeiten, wie der Farblackierung im eigenen Haus oder Kooperationsleistungen wie beispielsweise der Pulverbeschichtung.
Konservierung
Da die gefertigten CNC-Drehteile zunächst gelagert oder für den Versand vorbereitet werden, spielt die Konservierung und der Schutz vor Korrosion eine wichtige Rolle. Vom gezielten Einsatz von Korrosionsschutzmittel bis hin zur fachmännischen Verpackung garantieren wir Ihnen einen bestmöglichen Schutz Ihrer Präzisionsbauteile.
Mehr Wissenswertes
Wissenswertes einklappen