
CNC milling
CNC milled parts | Milling technology | multi-spindle machining
Simple & highly complex CNC milled parts in small- and high volume production
In the area of machining prismatic component geometries our machine fleet includes 29 modern CNC-mill-turn-centers in a variety of designs. Thus, we are able to flexibly and economically manufacture components in dimensions from 10 mm to 2,200 mm. Our 5-axis machining centers enable production of highly complex geometries, such as turbine blades and jig parts. In this regard precision is always the central focus. Depending on the component size, we manufacture to 5 µm tolerance specifications. Optionally, rotationally-symmetric elements are produced directly and without machine change on rotary tables of mill turn machining centers. The predominant use of pallet change and zero-point clamping systems reduces our throughput times to a minimum, for a maximum of efficiency.
HAVLAT – ACCLAIMED AND CERTIFIED


Commission CNC Milled parts from HAVLAT – your advantages at a glance
Installation-ready precision components
Scalable collaboration – from single parts to series
Extensive experience in implementation and consulting
Partial or total CNC processing
Diverse component dimensions 10 to 2,200 mm
Extensive range of materials
Heat treatment and surface treatment in cooperation
Certified quality and energy management
Get a free quote for your CNC milled parts!

We manufacture components in series – precisely and effectively


This is how job order production works at HAVLAT.

Our CNC milling technology in overview
- Multi-sided machining in one clamping cycle
- 5-axis simultaneous milling operation
- Flexible tool and pallet change systems
- Highly-efficient machining centers
- HSC machining to 40,000 rpm
- Tolerance compliance to 5 µm
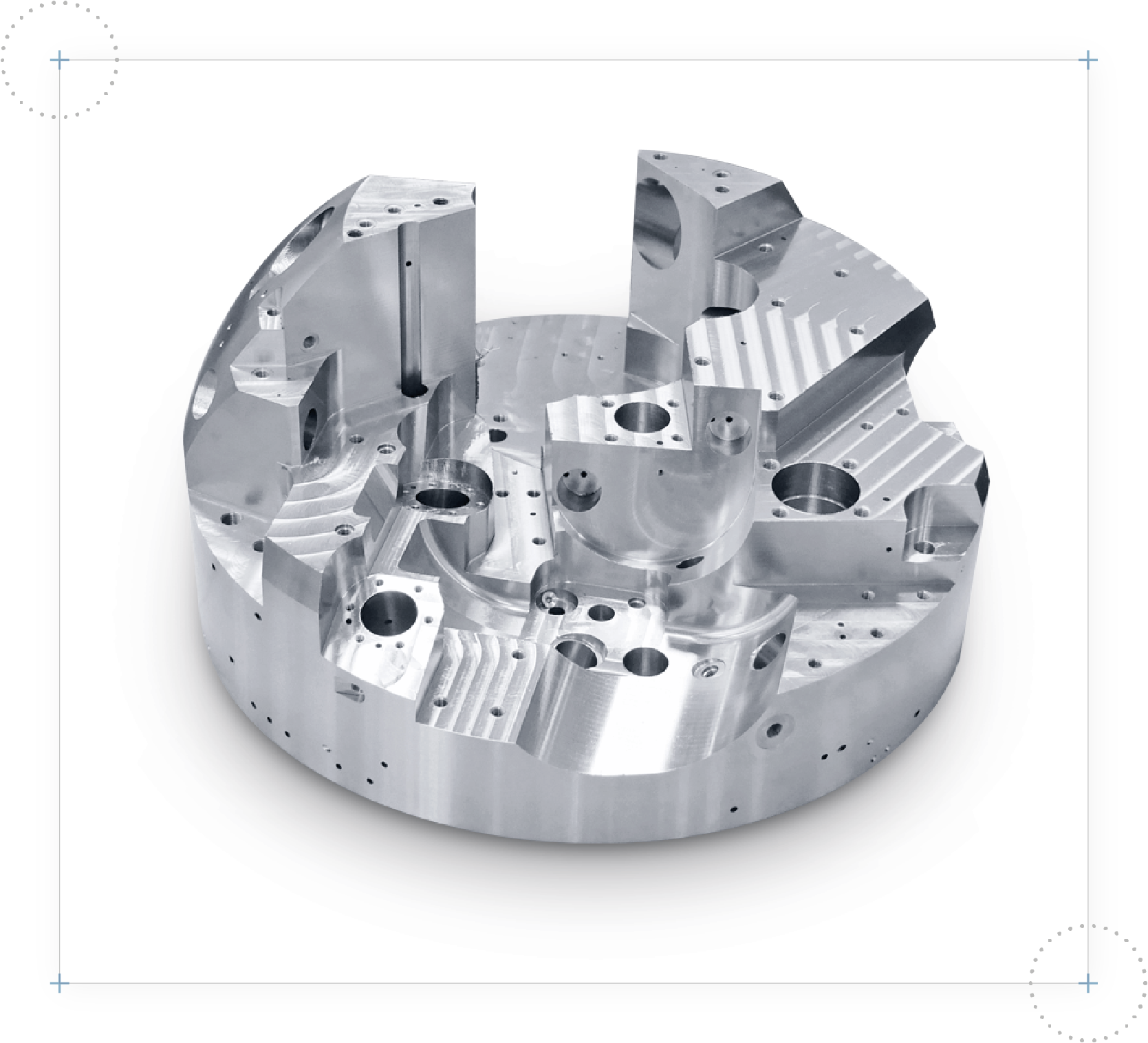
Reference component: Grundkörper
CNC Milling machinery at HAVLAT
Our modern, powerful fleet of machines is at your service. Thanks to constant investment in the future, we are assured of our abilities as a CNC job order manufacturer and production service provider in general. We rely on the latest technology from leading machine tool manufacturers and our decades of experience to produce precision components. Why not join us?
Milling machines
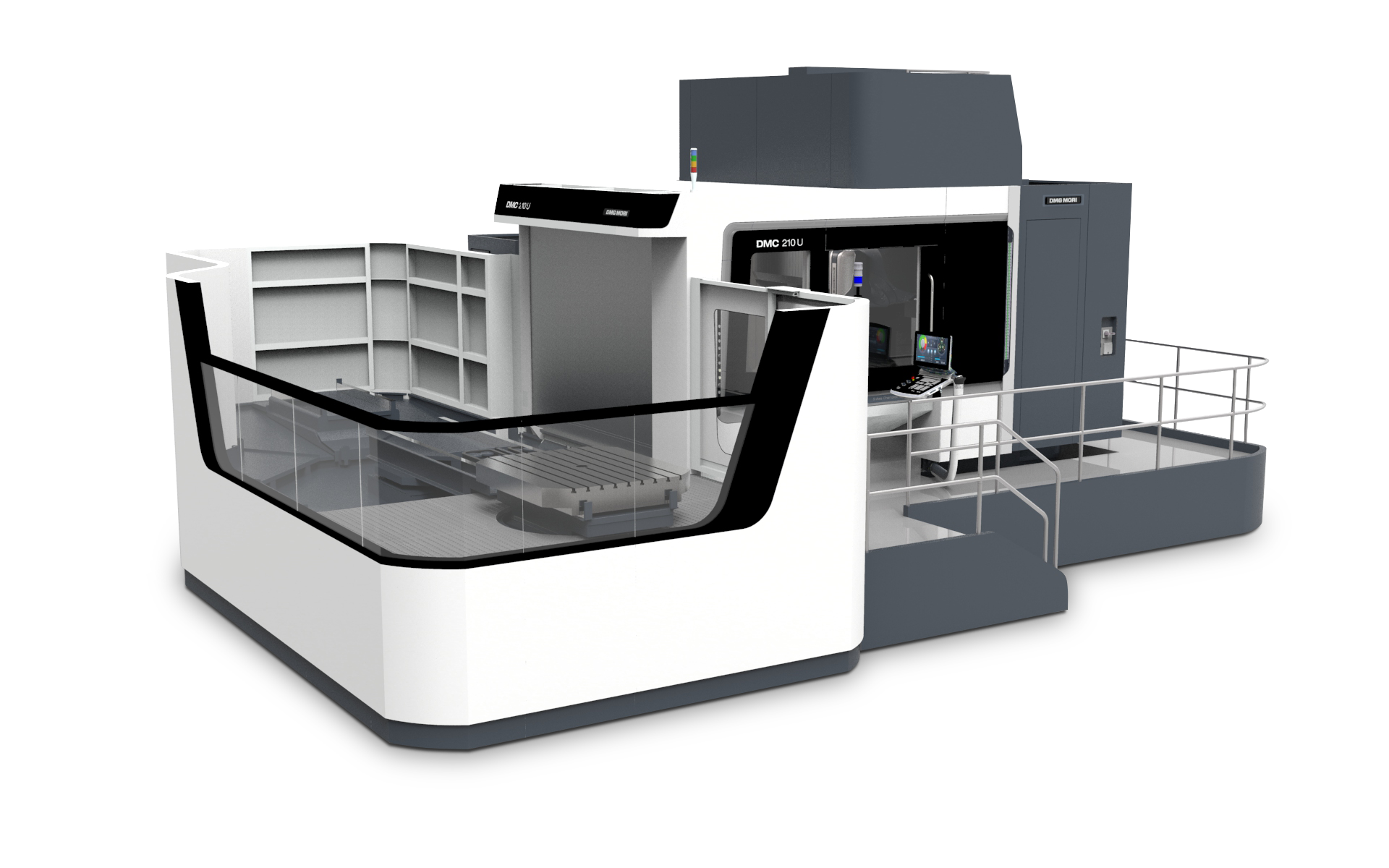
Highlight-Machine :
DMG MORI – DMC 210 U μ precision
High-precision milling. In an air-conditioned production environment, the DMC 210 U μ precision machine fulfils the highest demands in geometrical and positional tolerances. A particularly high level of efficiency is ensured by a wheel type magazine with up to 303 tools, the fivefold-pallet rotary storage unit as well as a powerful motor spindle.
All geometric data in millimeters
1x
DMG MORI
DMC 340 FD + RPS 4
CNC 5-axis mill-turn machining, 4-fold pallet changer
x: 3,400
y: 3,400
z: 1,600
m: 6 t
1x
DMG MORI
DMC 210 U µPrecision + RPS 5
CNC 5-axis milling machine, 5-fold pallet changer
x: 2,100
y: 2,100
z: 1,250
1x
DMG MORI
DMC 210 U + RPS 5
CNC 5-axis milling machine, 5-fold pallet changer
x: 2,100
y: 2,100
z: 1,250
1x
DMG MORI
DMC 210 FD + RPS 5
CNC 5-axis mill-turn machining, 5-fold pallet changer
x: 1,800
y: 2,100
z: 1,250
1x
DECKEL-MAHO
DMC 210 FD
CNC 5-axis mill-turn machining, pallet changer
x: 1,800
y: 2,100
z: 1,250
1x
DECKEL-MAHO
DMC 200 FD
CNC 5-axis mill-turn machining, pallet changer
x: 1,800
y: 2,000
z: 1,100
1x
BURKHARDT & WEBER
MCX 1000
CNC 5-axis milling machine, pallet changer
x: 2,200
y: 1,400
z: 1,600
1x
DMG MORI
DMC 125 U FDS + RPS 12
CNC 5-axis mill-turn machining, technology integration grinding, 12-fold pallet changer
x: 1,600
y: 1,250
z: 1,000
1x
DECKEL-MAHO
DMC 100U duoBlock
CNC 5-axis milling machine, pallet changer
x: 1,000
y: 1,250
z: 1,000
1x
DECKEL-MAHO
DMC 100 V
CNC 3-axis milling machine
x: 1,000
y: 800
z: 600
1x
HELLER
FP 4000
CNC 5-axis milling machine, pallet changer, FASTEMS FPC 1000
x: 800
y: 800
z: 1,045
2x
DECKEL-MAHO
DMU 80 P
CNC 5-axis milling machine
x: 800
y: 700
z: 600
1x
SW GmbH
BA 622
CNC 5-axis milling machine with two spindles
x: 600
y: 600
z: 500
3x
FEHLMANN
825 VERSA
CNC 5-axis milling machine, pallet changer
x: 875
y: 700
z: 450
2x
FEHLMANN
Picomax 54 Top
CNC 3-axis milling machine
x: 500
y: 250
z: 480
And HAVLAT can do more!
We have a versatile, modern machine fleet.
Knowledge base
What is CNC milling?
CNC milling is one of the most important manufacturing processes in machining. In contrast to CNC turning, the cutting power here is created by the rotation of the tool, which will usually have several cutting edges. These tools include milling cutters and drills. The feed motion can be provided both by the tool and the workpiece. CNC milling is particularly good for processing cubical components and flat surfaces. Thanks to our modern production machinery with its additional axes of movement, highly complex geometrical forms can be produced. CNC stands for Computerised Numerical Control. Using this technology, workpieces can be automatically manufactured to high precision and in various different batch sizes (single components, small and large-scale series).
More information
The range of CNC milling processes
Up milling
In this milling process, the rotating cutter of the tool moves counter to the feed direction of the workpiece. The blade of the tool first skims over the surface of the workpiece, then digs ever deeper into it. Thus, the chip load is lower at the start than when the cutter leaves the workpiece. The result is a flat but undulating surface structure. There are only a few applications where up milling has the advantage over down milling.
Down milling
In this milling process, the rotating cutter of the tool moves in the same direction as the feed direction of the workpiece. In contrast to up milling, the cutter starts by digging deep into the workpiece, stripping the chip from the surface at the end. This means the chip load decreases over the length of the cut. Because of the stripping process and the reduced chatter angle, a smoother surface can be achieved than with up milling. As a rule, down milling is the default process, as the tool runs more smoothly and will have a longer service life.
Multi-spindle milling
To increase production capacity, we have special machines with multi-spindle operation. Through the use of several (coupled) milling spindles, two to four workpieces can be manufactured simultaneously. This yields massive efficiency dividends for large-scale serial production.
5-axis milling
Similar to a drill stand machine with a compound slide, 3-axis milling allows workpiece processing on the X-, Y- and Z-axes. In 5-axis milling, the rotary motions of the workpiece and its holder are also taken into account, making the handling of very complex geometries, such as turbine blades or impellers, possible.
Plain milling
Plain milling is the process most often used in CNC milling. Plain milling produces level surfaces. The feed motion is in a straight line and largely perpendicular to the rotary direction of the tool. We draw a distinction here between peripheral, face and peripheral-face milling.
Cylindrical milling
In this process, circular lateral surfaces (interior and exterior) are created. Here, either the workpiece or tool carry out the circular feed motion.
Thread milling
Like the turning process, thread milling can also produce spindles, threads or cylindrical worms.
Hobbing
This milling process is in principle the gear-cutting motion of a milling tool with a reference profile in synchronisation with the forward feed during the machining process. Despite the great progress made in chip-less shaping, hobbing is still important in the creation of gearings, in particular for the flexible manufacture of smaller batches with a high level of variability.
Profile milling
In profile milling, profile cutters are used which are the negative of the final milling contour. This allows profiles such as T slots or dovetail notches to be created.
Form milling
On contrast to profile milling, the tool here does not reflect the shape of the edge to be created. Only through control over all three axes (X, Y and Z) is the three-dimensional form created.
More information
Surface treatment of CNC turned parts
So that we can deliver you your CNC milled parts ready for installation, we will be happy to take over surface treatment works, including inspection. Our high-performance and regionally developed cooperative network gives you access to the full scope of services – all in the one place.
Mechanical processing
After CNC manufacture, milled parts can also be subjected to further mechanical processing. This includes treatments such as grinding, polishing, sand- or glass bead blasting. In addition, we can also offer various different marking technologies, such as engraving, dot peening, etching and laser marking.
Heat treatment
In order to fulfil stringent demands regarding material hardness, toughness and concomitant long service life in CNC milled parts, we also carry out heat treatments. Potential processes here include annealing, hardening and tempering.
Electroplating
To improve CNC milled parts’ resistance to mechanical strain and corrosion, they can optionally be electroplated. This is an electrolytic process in which the surface of the part in question is either coated or transformed. Together with our regional cooperation partners, we are able to offer you nickel-plating, galvanisation, bluing and phosphate conversion.
Coating and painting
The surface of CNC milled parts can also be optically and functionally improved by coating and painting. We will be happy to advise you on the painting options we offer in-house, such as powder-coating.
Conservation
As the finished CNC turned parts are directly destined for temporary storage or shipment, conservation and corrosion protection are very important. From the targeted use of protecting materials to specialist packaging, we guarantee the best possible safeguarding of your precision components. Do you want to commission a CNC-turned part? Send us a request now:
More information
Reduce information