
CNC-Turning
CNC turned parts | Horizontal turning technology | Vertical turning technology
Simple and highly complex CNC turned parts manufactured in large and small series
A total portfolio of 17 horizontal and vertical lathes enables us to cover a large bandwidth of machining dimensions and component geometries. From diameter 10 mm to 5,200 mm we offer our services for manufacturing of rotationally-symmetric geometries, flexibly and efficiently. Moreover, several of our lathes have integrated boring and milling units that allow 6-sided complete machining without changing machines. In conjunction with our milling centers and boring mills we are also able to manufacture rotationally-symmetric components with highly-complex prismatic elements. Our grinding technology reliably fulfills increased requirements imposed on dimensional and surface tolerances. Thanks to exclusive use of CNC technology, as well as our in-house programming with preliminary simulations, we manufacture precisely, economically, and with process reliability.
HAVLAT – ACCLAIMED AND CERTIFIED


Commission CNC turned parts from HAVLAT – your advantages at a glance
Installation-ready precision components
Scalable collaboration – from single parts to series
Extensive experience in implementation and consulting
Partial or total CNC processing
Diverse component diameters, 10 to 5,200 mm
Extensive range of materials
Heat treatment and surface treatment in cooperation
Certified quality and energy management
Get a free quote for your CNC turned parts!


This is how job order production works at HAVLAT.

Our CNC turning technology in overview

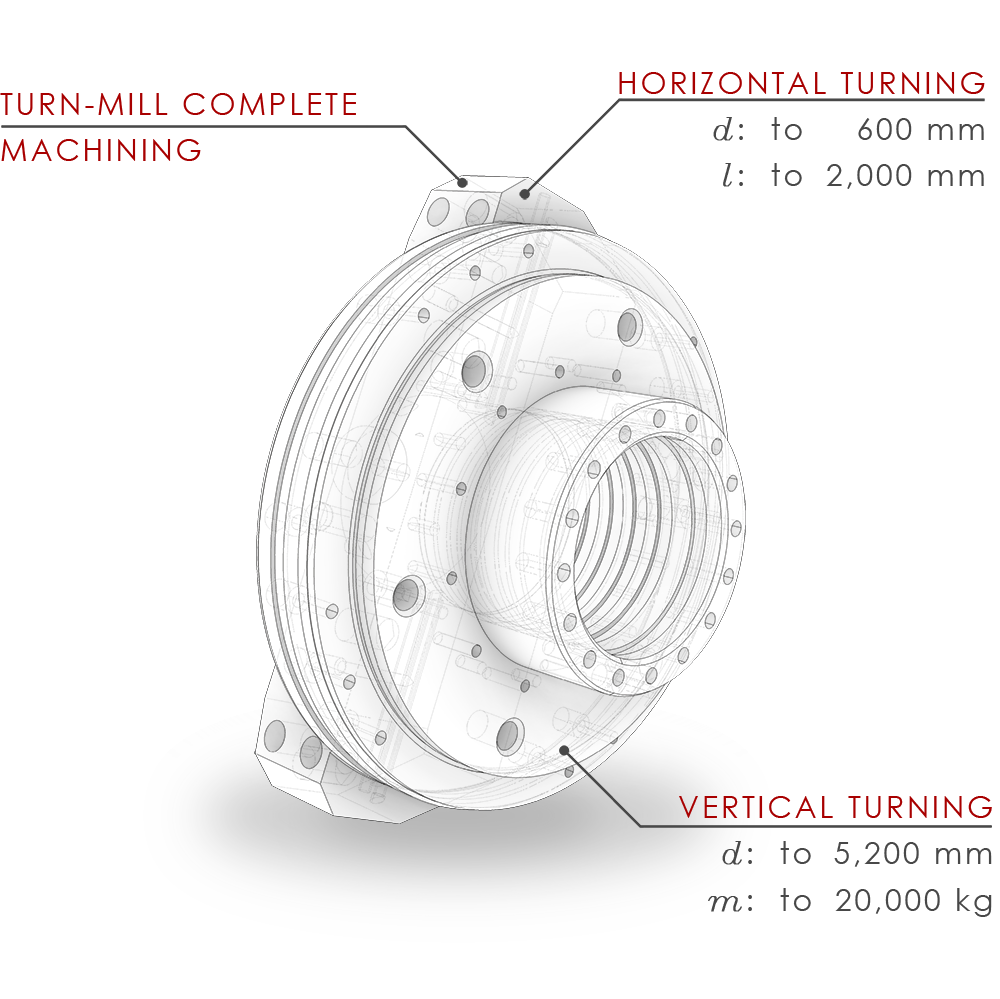
Horizontal Turning Technology
- State-of-the-art CNC turning and milling centers
- Synchronously operating main spindle and counter spindle
- Controlled 5-axis boring and milling unit
- Extensive tool and jig assortment
- Tolerance compliance to 0.01 mm

Reference component: Andockflansch

Vertical Turning Technology
- Turning to 5,200 mm (face plate 4,000 mm)
- Maximum component weight 25 t
- Controlled 3-axis boring and milling unit
- Machining of half-components
- Tolerance compliance to 0.02 mm

Reference component: Kompressorgehäuse
CNC Turning dimensions
CNC turning machinery at HAVLAT
Our modern, powerful fleet of machines is at your service. Thanks to constant investment in the future, we are assured of our abilities as a CNC job order manufacturer and production service provider in general. We rely on the latest technology from leading machine tool manufacturers and our decades of experience to produce precision components. Why not join us?

Horizontal lathes
Highlight-Machine :
DMG Mori – CTX gamma 2000 TC
Powerful & process-optimised. Our CTX gamma 2000 TC machines enable a 6-side complete machining for the flexible manufacture of highly complex components. In combination with CNC automatisation, we manufacture your components in any batch size.
All geometric data in millimeters
3x
DMG MORI
CTX gamma 2000 TC
CNC turn-mill complete machining centre, gantry loader, 2 spindle for synchronously processing
d: 700
l: 2,050
1x
Gildemeister
GMX 500
CNC turn-mill complete machining centre, 2 spindle for synchronously processing
d: 610
l: 1,870
1x
DMG MORI
CTX 2500-1250
CNC Universal turning center with Robo2Go-Max CNC Automation
d: 430
l: 1.284
1x
DMG MORI
CTX gamma 1250 TC
CNC turn-mill complete machining centre
d: 700
l: 1,300
1x
DMG MORI
CTX beta 1250 linear
CNC turn-mill complete machining centre with RoboJob CNC Automation
d: 410
l: 1,300
1x
DMG MORI
CLX 750
CNC Universal turning center
d: 700
l: 1.300
1x
Boehringer
DUS 800 ti
CNC horizontal lathe, steady rest, tailstock, optional magnetic disc
d: 820
l: 2,000
1x
Boehringer
DUS 630 ti
CNC horizontal lathe, tailstock, optional magnetic disc
d: 630
l: 1,000
1x
Gildemeister
NEF 400
CNC horizontal lathe
d: 350
l: 700
Vertical lathes
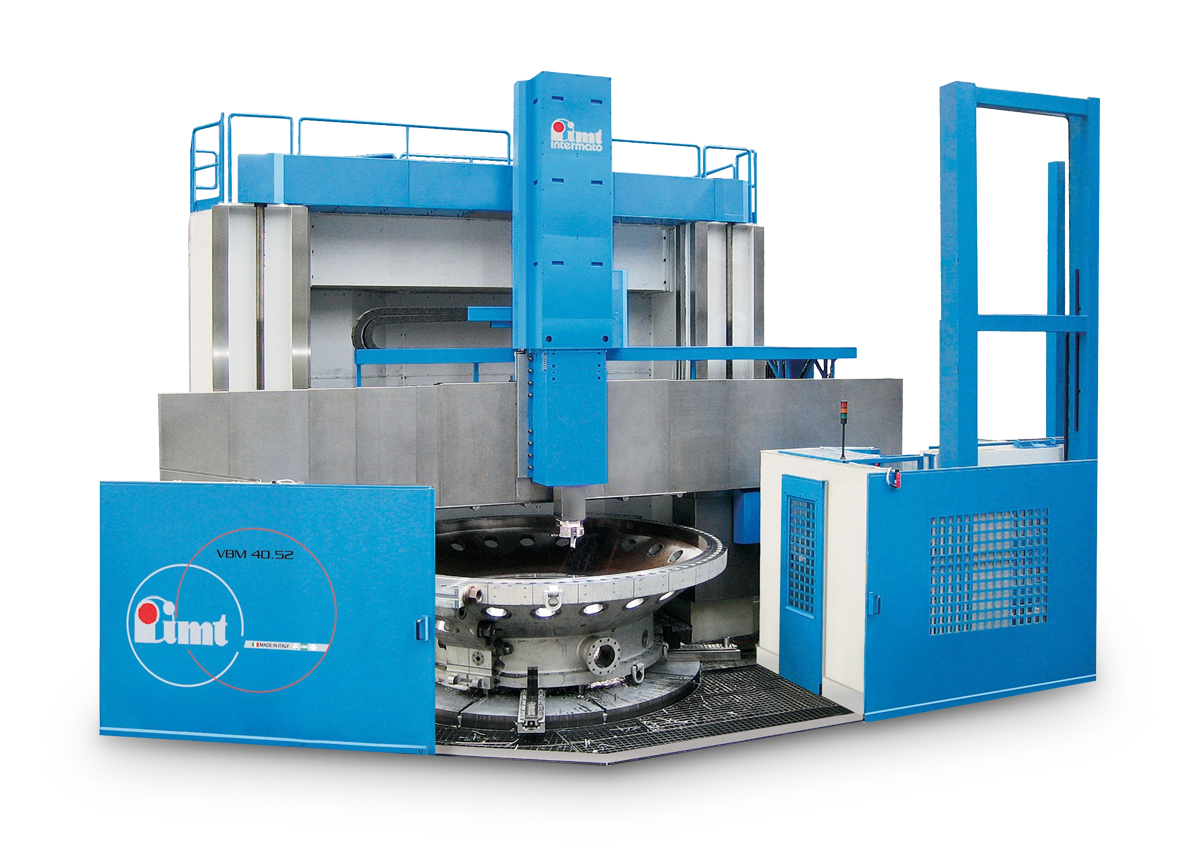
Highlight-Machine :
IMT Procast Line – VBM 40/52
Maximized. Turning on the VBM 40/52 is impressive – this is confirmed by workpieces with a diameter of up to 5,200 mm, a height of up to 3,000 mm and a weight of up to 25 t. Through a driven processing spindle, in addition to turning, milling and boring are also possible.
All geometric data in millimeters
1x
IMT Procast Line
VBM 40/52
CNC vertical lathe, 3-axis drill-mill unit
work area
d: 5,200
h: 3,000
turning table
d: 4,000
workpiece weight to
m: 25 t
1x
IMT Procast Line
VBM 22/25
CNC vertical lathe
work area
d: 2,500
h: 2,000
turning table
d: 2,200
workpiece weight to
m: 20 t
1x
Procast
NTM 14/16
CNC vertical lathe
work area
d: 1,600
h: 1,300
turning table
d: 1,400
workpiece weight to
m: 15 t
1x
IMT
VL 50
CNC vertical lathe
d: 1,200
h: 750
1x
IMT
VL 32
CNC vertical lathe
d: 730
h: 650
And HAVLAT can do more!
We have a versatile, modern machine fleet.
Knowledge base
What is CNC turning?
CNC turning is one of the most important manufacturing processes in machining. It produces rotationally symmetrical components in metal and other machinable materials, certain plastics for example. In this process, the workpiece to be processed (the turned part) rotates on its own axis while a fixed tool (the turning tool) is brought into its proximity in order to remove material. Its feed motion shaves off chips of material until the desired form (programmed in the machine controls) is reached. Complex spiral forms and screw threads are also possible. CNC stands for Computerised Numerical Control. Using this technology, workpieces can be automatically manufactured to high precision and in various different batch sizes (single components, small and large-scale series).
More information
The range of CNC turning processes
Facing
Facing creates a flat surface on the workpiece (front end, stepped ledges) by moving the tool directly perpendicular to the axis of rotation.
Longitudinal turning
In longitudinal turning, the tool moves parallel to the axis of the workpiece. Here, the lathed object becomes a cylinder of a set diameter.
Grooving
In the grooving process, the tool moves vertically or parallel to the workpiece axis, allowing, for example, grooves to be created. A similar process to grooving, “cut-off”, is used to separate a workpiece or a section of a workpiece from the rest.
Shaping
Shaping allows any of those shapes to be created that could not be achieved by simple turning or facing. Examples of this are spherical knobs or non-axial shafts. While in free shaping, the feed is controlled by hand, CNC control allows for very precise and above all reproducible components to be created through the automated adjustment of feed and cutting motions.
Taper turning
Taper turning is a form of longitudinal turning in which the diameter changes constantly. This allows the creation of conical forms, for example, Morse tapers, hollow shank tapers or truncated cones.
Threading and tapping
Using profiled tools and the thread-cutting process, the surface of a workpiece can be given a screw thread. The tool in this process already presents the shape of the surface to be created. Tapping is a process allowing both inner and outer threads to be created. Here, the forward feed of the tool determines the pitch of the thread (mm per rotation).
Rotary broaching/knurling
Rotary broaching is used when rotationally symmetrical or thread-like surfaces need to be applied to a cylindrical workpiece. In this, the rotary motion is also the feed motion. This allows teeth or knurled surfaces to be created.
Roughing and finishing
As in other machining technologies, turning distinguishes between roughing and finishing. Coarse machining, “roughing”, takes off larger amounts of material because of the greater depth of cut and speed, accelerating the process. Only during the fine processing, “finishing”, are the final dimensions achieved and the demands of tight dimensional and surface tolerances fulfilled. Here, the cut depth and speed are highly reduced.
More information
Surface treatment of CNC turned parts
So that we can deliver you your CNC turned parts ready for installation, we will be happy to take over surface treatment works, including inspection. Our high-performance and regionally developed cooperative network gives you access to the full scope of services – all in the one place.
Mechanical processing
After CNC manufacture, turned parts can also be subjected to further mechanical processing. This includes treatments such as grinding, polishing, sand- or glass bead blasting. In addition, we can also offer various different marking technologies, such as engraving, dot peening, etching and laser marking.
Heat treatment
In order to fulfil stringent demands regarding material hardness, toughness and concomitant long service life in CNC turned parts, we also carry out heat treatments. Potential processes here include annealing, hardening and tempering.
Electroplating
To improve CNC turned parts’ resistance to mechanical strain and corrosion, they can optionally be electroplated. This is an electrolytic process in which the surface of the part in question is either coated or transformed. Together with our regional cooperation partners, we are able to offer you nickel-plating, galvanisation, bluing and phosphate conversion.
Coating and painting
The surface of CNC turned parts can also be optically and functionally improved by coating and painting. We will be happy to advise you on the painting options we offer in-house, such as powder-coating.
Conservation
As the finished CNC turned parts are directly destined for temporary storage or shipment, conservation and corrosion protection are very important. From the targeted use of protecting materials to specialist packaging, we guarantee the best possible safeguarding of your precision components.
Do you want to commission a CNC-turned part? Send us a request now:
More information
Reduce information